|
|
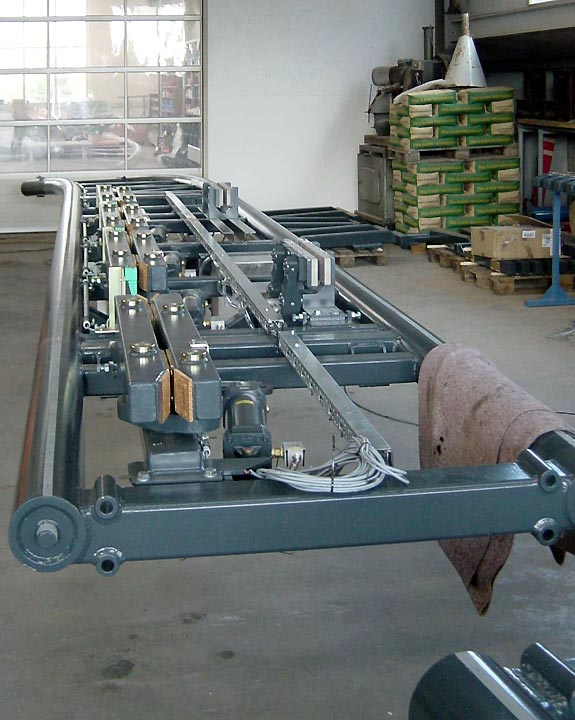
Schneidbrennen des Drehtellers und seiner
Anschlussschiene |
Die Farbgebung der temporär aufgebauten Stahlstruktur
spiegelte noch nicht das endgültige Bild wider. Das Mausgrau einzelner
Schienen und Stützen war nicht die finale Lackierung, sondern es handelte
sich vielmehr um die Grundierung des blanken Stahlrohres. Der Grund und die
anschließende Deckschicht schützen das blanke Stahlrohr vor Rost und
die Farbgebung der Decklackierung wertet das Fahrerlebnis zudem optisch auf.
"Lackiert wird erst "just in time" auf dem Weg Richtung Belgien," ergänzt
Erwin Haider mit Blick auf die Stahlstruktur. Langsam aber stetig nahm
das Schienenrund Gestalt an: Erst wurde die Sohle gelegt und mittels
Holzstücken unterpalt, um dann auf der ebenen Stahlstruktur die
Stützen zu setzen, Querverbindungen einzubauen und schließlich die
Schienen anzubringen.
Die 670 Streckenmeter von Typhoon sind in insgesamt 81
Schienenabschnitte unterteilt, die Stück für Stück
zusammengefügt wurden. Dadurch bleiben die Elemente transportabel.
Zentrierungen an den Enden der beiden Schienenrohre helfen bei der Montage,
jeweils vier Schraubverbindungen sind für die kraftschlüssige
Verbindung der Schienen untereinander notwendig. Somit kann die Bahn problemlos
wieder demontiert und vor Ort im Bobbejaanland aufgebaut werden. Wie
schon im Werk wird auch beim ersten Zusammenbau dem Schienenstoß
gebührend Zeit gewidmet. Erst das Blankscheifen der
Stoßübergänge ermöglicht ein weiches Fahrerlebnis ohne
Ecken und Kanten.
Die mechanischen Komponenten wie Bremsen und Antriebe wurden schon
in der Endmontage in den Fertiigungshallen zu eigenständigen Baugruppen
zusammengefasst und müssen über vordefinierte Verbindungspunkte nur
noch mit Schrauben gefügt werden. Dabei sind die Bremsen komplett in den
Schienenabschnitten vormontiert, sogar inklusive der Verschlauchung der
Luftdruckzylinder mit den elektromagnetisch geschalteten Ventilen. Im
Bobbejaanland spart diese Vorarbeit Zeit und optimiert den kostspieligen
Montageprozess beim Kunden. Wenn die zehn Mann starke Montagecrew mitsamt Kran
und Bühne aufgrund Anpassungsarbeiten bei kleinen mechanischen Problemen
zum Stillstand kommen würde, kann dies bis zu 10.000 Euro pro Arbeitstag
verschlingen. Daher wollen diese Kostenpotentiale unbedingt minimiert sein.
Auch die Liefermengen und Anlieferungstermine wollen genau auf den
Montageprozess abgestimmt sein. "Lieber legen wir eine Schraube mehr dazu, als
dass diese nachher auf der Baustelle fehlt und zum Stillstand führt,"
schmunzelt Erwin Haider. |